1. 주조실험
2. 주조 실험을 통해 원하는 주조품을 얻을 수 있다.
3. 실험과정
3-1. 주물사의 4대 구성요소인 규사, 점결제, 수분, 첨가제를 골고루 섞어 사형주조에 필요한 주물사를 배합한다.
3-2. 만들고자 모양을 가진 재떨이 모형에 이형제를 뿌린다.
3-3. 이형제가 다 마른 후, 주형틀에 모형을 넣고 주물사와 함께 하형을 제작한다.
3-4. 상형 제작시에는 용융 금속을 주입할 수 있는 통로(탕구계)를 함께 만든다.
3-5. 상형과 하형 제작이 완료한 후, 용융 금속이 움직일 수 있게 길을 터준다.
3-6. 용융 금속을 주입한 후 물에 식힌 후 표면 결함을 제거한다.
4. 실험 결과

위와 같은 방법으로 다음과 같은 주조품을 얻을 수 있다.

과이불개(過而不改)- 잘못을 하고도 고치지 않는 것, 그것을 진짜 잘못이라고 한다.
아래의 주조품은 비교적 결함이 적은 성공적인 주조품이고 위에는 2조가 실험한 결함이 많은 주조품이다. 실험과정을 돌아보면서 주조품에 결함이 생긴 원인에 대해 고찰해볼 필요가 있다
5. Discussion-
산업사회의 발전과 더불어 제품에 요구되는 형상, 재질 등의 요구가 다양해지면서 이를 생산하기 위한 주조기술도 함께 발전하여 왔다. 이러한 여러 가지 주조 기술은 크게 나누어 일반 주조와 정밀 주조, 특수주조로 구분한다. 이번 시간을 통해서 가장 기본이 되는 사형주조에 대해 실험을 진행하였다. 주조 결함을 효과적으로 이해하기 위해서는 일련의 개념들에 대해 알 필요가 있어 실험과정과 연관 지어 간략하게 훑어보려고 한다.
주조, 영어로는 casting이라고 한다. 그 이름에서도 뜻을 유추해 볼 수 있듯이, 금형을 넣어 만들다 라는 뜻을 갖고 있다. 따라서, 주물(castings)란, 제작하고자 하는 형상의 원형을 만들고 그 원형으로 주형(mold)을 제작하여 놓고, 각종 금속을 금속 용해로에서 녹여서 그 주형(mold)에 주입하고, 그 주형속에서 냉각, 응고시킨 것을 주물, 혹은 주조품이라 한다. 그리고 이러한 과정 전체를 casting, 주조라고 한다.
그리고 이번시간을 통해서 우리가 진행한 실험을 사형주조(sand casting)이다.
사형주조란(sand casting), 말 그대로 , 주형이 모래로 되어있는 공정을 뜻한다. 일반적으로 원료사에 점결제 및 보조제등을 배합하여 주형을 만들 때 사용되는 재료를 주물사(molding sand)라고 한다.
이때, 주물사의 배합은 모래(규사), 수분, 점결제, 첨가제등의 적절한 비율로 배합이 되어야 한다. 이때 수분이 너무 많으면 blow, 기공, 핀홀 결함 등이 생기기 쉽다. 또한 점결제가 적은 비율로 있을 시에 주물사가 합쳐지지 않아 주형제작에 어려움을 겪을 수도 있다. 이처럼 성공적인 주조품을 얻기 위해서는 주물사의 배합에 신경을 써야 한다.
다음으로는 이형제인데, 이형제를 예시가 되는 모형 틀과 주물사사이에 골고루 흩뿌림으로써, 구하고자 하는 주형의 모양을 쉽게 유지할 수 있다. 다만, 이형제를 많이 뿌리면 이형제를 말리는데 시간이 오래 걸려 실험시간이 늘어남으로 주의가 필요하다. 다음 사진인 이형제가 적질히 뿌려지지 않아 모형틀을 뺄 때 주물사가 무너진 부분을 나타내는 사진이다.


탕구계는 주형 중의 빈자리에 용탕을 충만시키는 데 필요한 통로로써 탕구, 탕도ㅡ 주입구를 총칭한다. . 용탕이 탕구로부터 주형에 주입되는 입구까지 용탕을 보내는 수평부분을 탕도라고 한다. 탕도는 주입되는 용탕 속에 섞인 불순물이나 슬래그를 최종적으로 걸러주어 깨끗한 용탕이 주입구를 통하여 조용하고 빠르게 주형 안에 충전되도록 한다.

이 때 위의 사진과 같이 탕구의 가장 아래쪽(탕구바닥)에는 반원형으로 오목하게 파내야 한다. 이와 같은방법을 상주식 탕구라고 부른다.
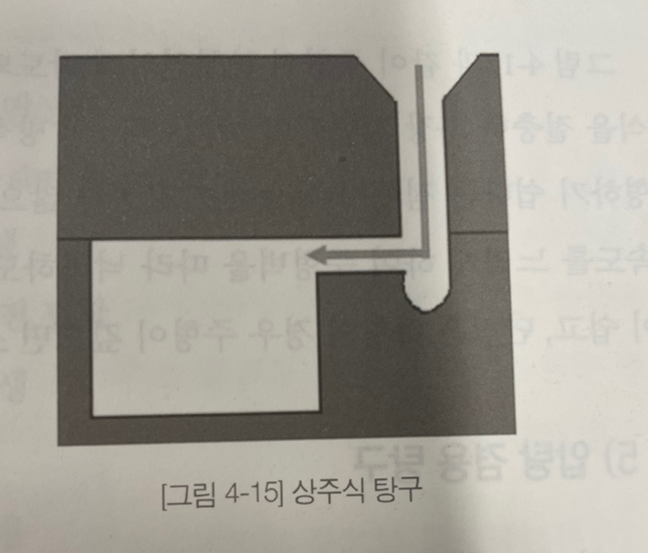
상주식 탕구의 장점으로는 온도구배가 순조롭고 회수율이 높다 이때 온도구배함으로 써 수축에 의한 결함을 없애고 예측하는 데 도움이 되기 때문에 매우 중요하다.. 뿐만 아니라, 용탕의 흐름을 수평방향인 탕도로 조용히 이동시키는 역할을 한다. 하지만, 용탕 낙하로 인해 소용돌이가 발생하기 쉽고 주형이 침식되거나 붕괴될 가능성이 있다.
다음으로는

용융 금속을 탕구로 주입한 후

일정 시간이 지난 후에 주물사를 제거한다. 다음으로 빠르게 응고시키기 위해

찬 물에 주조품을 빠르게 응고시킨다. 이때 응고 수축에 의해 공공이 생길 가능성이 매우 크다.
너무 길어지는것 같아 다음 후속편에서 뵈어요~~~
2023년 11월03일 인생에서 가장 빛나는 시기에
'소재공학실험' 카테고리의 다른 글
| 금속 분말야금학- 유동도실험 (0) | 2023.11.04 |
|---|---|
| 주조실험 결과(레포트)-------(2) (1) | 2023.11.03 |
| 주조 결함 (0) | 2023.10.19 |
| 주물용 알루미늄- ADC12 or AC4C (0) | 2023.10.12 |
| 주물사 테스트 (1) | 2023.10.06 |